- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
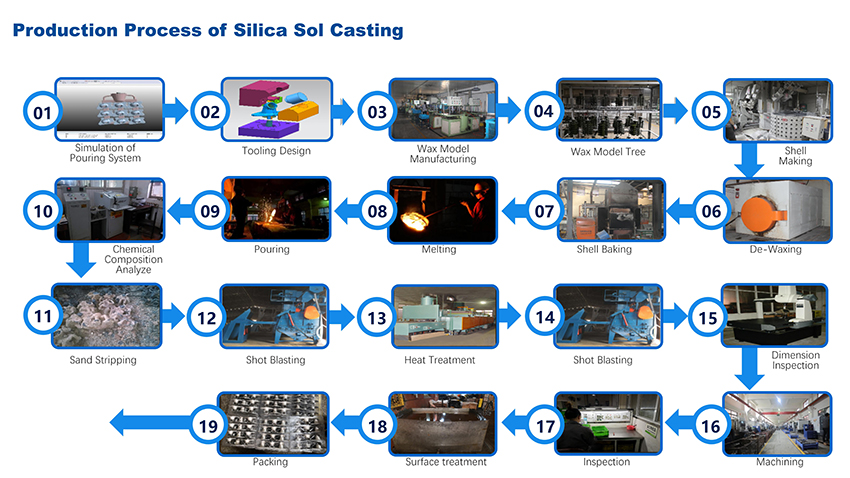
Оперативни кораци прецизног ливења силицијум сол
Процес рада насилика сол прецизно ливењесе уводи на следећи начин:
1. Проверите да ли опрема и инструменти за контролу температуре раде нормално.
2. Сипајте стару течност воска добијену из котла за депаравање у резервоар филтера и филтер; затим га послати у стајаћу канту 1 и оставити да одстоји 6-8 сати на температури испод 90°Ц.
3. Након стајања и испуштања исталожене воде, сипајте течност воска у канту за уклањање воде.
4. Уклоните течност са воском у канту, држите је топлом на 110-120°Ц и мешајте да испари преостала вода док на површини течности воска не буде пене.
5. Филтрирајте течност воска након уклањања воде кроз мрежу од <60 месх, а затим је ставите у статичну бачву ИИ од <90°Ц и држите је на топлом више од 12 сати.
6. Преосталу воду и прљавштину на дну сваке канте за уклањање воде и стајаће канте треба редовно одводити.
7. Пошаљите течност рециклираног воска обрађену у статичком бурету ИИ у изолациону цев машине за пресовање воска за материјалне цеви која ће се користити као главна цев за производ (водач).
8. Према перформансама старог воштаног материјала и ситуацији потрошње воска, нови восак се додаје у статичну бачву ИИ с времена на време за висококвалитетне железничке ливене, обично око 3%-5%.
Величина прецизног ливења силицијум-сола није велика, а захтеви за прецизношћу нису велики. Међутим, алуминијумски оквир калај-бизмут се може користити као калуп током употребе, а тежина овог калупа је релативно тешка. Основни разлог је тај што садржи бизмут. .
Време производње сложених калупа за прецизно ливење силицијум-сола је краће, што у одређеној мери штеди трошкове производње. За сложене одливе танких зидова, како би се ефикасно побољшала прозрачност кућишта производа, могу се поставити отвори за вентилацију где је то могуће.
Обрада ливења у силицијум солможе разумно поставити систем за изливање, који може ефикасно спречити увлачење ваздуха за изливање у одређеној мери, што је погодније за испуштање ваздуха у шупљини калупа. Температура сипања може се на одговарајући начин повећати током процеса производње како би се смањила величина паковања за изливање. Растојање између млазнице и чаше за изливање.